���P�֪�R(sh��)���������ߵĻ���֪�R(sh��)
2017-3-23 9:51:52 �c(di��n)����
һ���������ߵĻ������
���˲����Π�֣�
ƽ��㊵�
ƽ��R�Ƕ�㊵�
���^��㊵�
���D(zhu��n)λ�Ƕʽ��㊵�
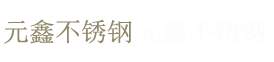
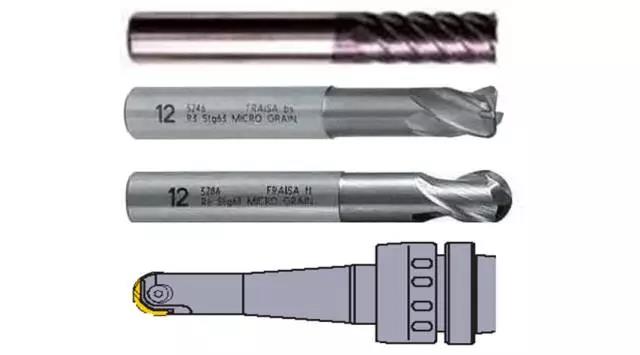
�����������ߵĻ����νY(ji��)��(g��u)

�����������ߵĎξ���
���ھ��ӹ����������ߣ������б�횾��кܺõ�݆�����ȡ�
���ߵĎN����݆��ƫ��
݆�����_‚��
������ĥ�^(gu��)�̲��_������(d��o)�����в��a(ch��n)����Ҏ(gu��)�t����ƒ��
������ĥ�^(gu��)�̲��_����(d��o)�µİ돽ƫ�

�����(du��)��������Ҫ��dz���,��(y��ng)ԓ�ڵ������a(ch��n)������ُ(g��u)�I(m��i)�@�Ø�(bi��o)��(zh��n)�J(r��n)�C�ĵ��ߡ�
�ġ����C���ߵď�������(d��ng)�`����С
�ڱ��C����������ϵ�y(t��ng)��****�����L(zh��ng)�Ȳ����^(gu��)Ҏ(gu��)��ֵ��ǰ���£�Ҫʹ���S�܉_�\(y��n)�D(zhu��n)������ڵ�����������̎�քe�z�y(c��)���ߵď�������(d��ng)�`������������(d��ng)�`���^(gu��)��͕�(hu��)��(d��o)�����S�ć�(y��n)������(d��ng)��
�塢����x����m����������
��1���������w�ӹ��l���������S���C(j��)�����ܣ����ߵĊA��ϵ�y(t��ng),��(r��n)����ʽ�ȣ�
��2�����������������ԣ�
��3�������ӹ������|(zh��)�����ӹ�����Ҫ�ɱ��ȣ�
��4���C�Ͽ��]���N���أ������(y��u)�����x��

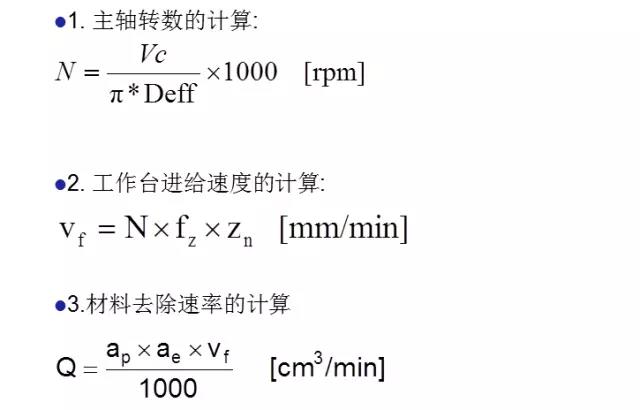
�������������ӹ�����(sh��)��Ӌ(j��)�㷽��
���(xi��ng)��Ҫ��ʽ
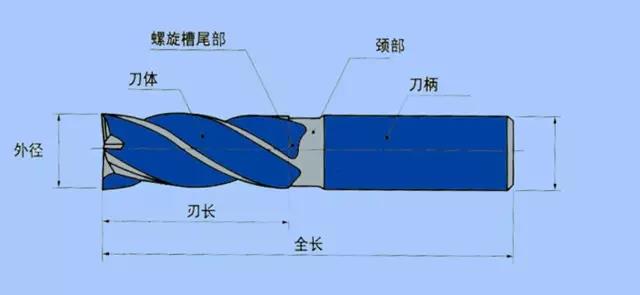
�ߡ����������^(gu��)���еĎׂ�(g��)��Ҫ�g(sh��)�Z(y��)�ͼӹ�����(sh��)
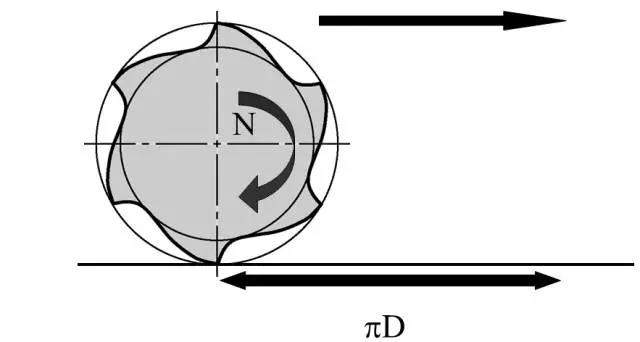
1. �����ٶ�Vc
�����ٶȵĶ��x:Vc=N*p*Deff/1000
Vc��ָ���ض����ߵ���r�£��m��ij�������ϸ��ټӹ��ĺ��m�������ٶ�ֵ������ָ���ߵľ��ٶȡ�
������_�O(sh��)�������ٶ�Vcֵ��
�ɵ��߹���(y��ng)���ṩ��
�������еČ�(sh��)�(y��n)��(sh��)��(j��)��
ͨ�^(gu��)����������(sh��)�(y��n)�������ѵĔ�(sh��)��(j��)��(k��)��
Vcֵ�����_�O(sh��)��������������(sh��)����Ҫ����(j��)��
�����ٶȌ�(du��)����❍�ȵ�Ӱ푨�
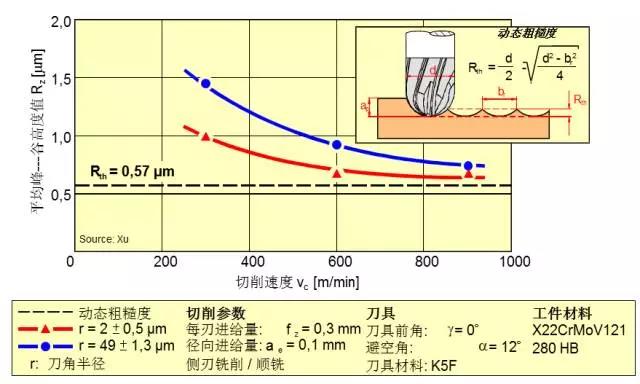
��ͬ�����ٶ���, ���a(ch��n)�����Fм�ɫ���^��

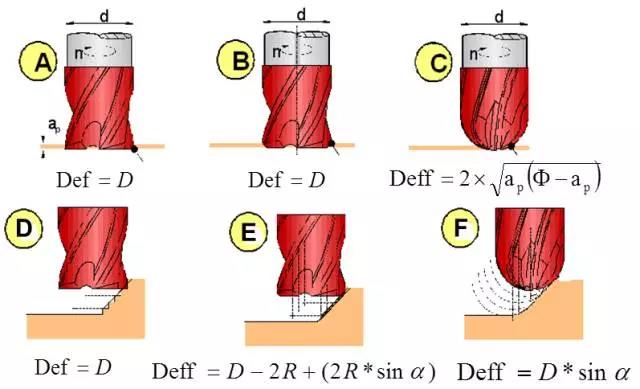
2.��Ч����ֱ��Deff
��Ч����ֱ���Լ���Ч����ֱ����Ӌ(j��)�㡣
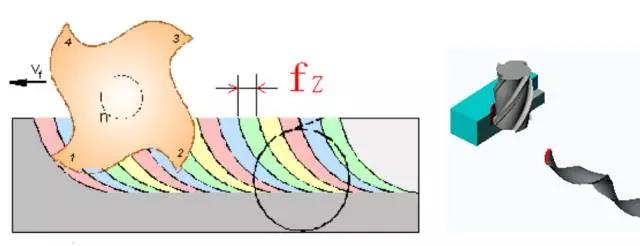
3.ÿ���M(j��n)�o��fz
ÿ���M(j��n)�o���Ķ��x��
������_�O(sh��)�����ߵ�ÿ���M(j��n)�o����
���������߹���(y��ng)���ṩ��
�����e���о����õČ�(sh��)�(y��n)��(sh��)��(j��)��
ͨ�^(gu��)����������(sh��)�(y��n)�@�á�
ÿ���M(j��n)�o�����O(sh��)�����_�c��, ��(du��)�������������d�ɵĺ����ֲ������O����Ҫ��Ӱ푡�
4.�S�����M(j��n)�o��ap& ae
�S���M(j��n)�o����Ӌ(j��)�㣺
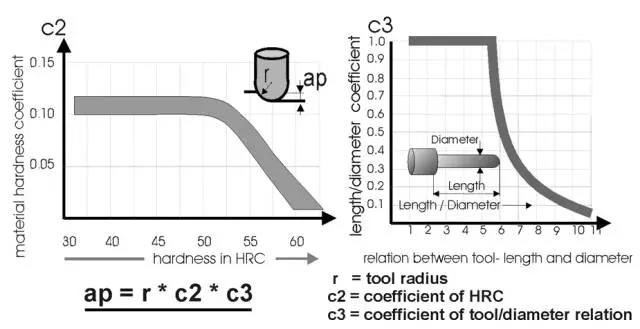
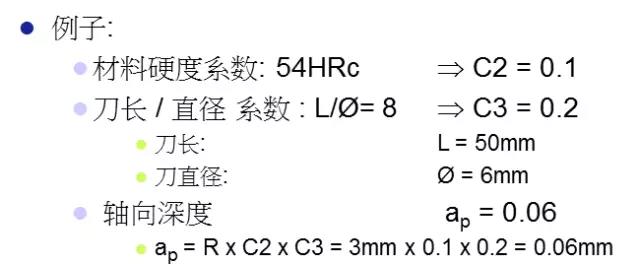
��(y��ng)���S���������ϣ���(hu��)Ӱ푌�(sh��)�H�ĽY(ji��)����
Ae��Fz��(du��)�❍�ȵ�Ӱ푨�
���ټӹ���,����������(sh��)��Ӌ(j��)�㷽��

�ӹ�����(sh��)���O(sh��)��ԭ�t
1.�ڸ��ټӹ��^(gu��)���У���회�(du��)�ӹ�����(sh��)�M(j��n)�Ѓ�(y��u)���������S���O(sh��)����
2.������_�O(sh��)�������ٶ�Vcֵ��
3.������_�O(sh��)��ÿ���M(j��n)�o��fz��
������ȡֵ�ȿɌ����ߵ�����Ч�ܰl(f��)�]���O��, ʹ���ߵõ��������, ��ӹ��|(zh��)����Ч��; �ֲ���(hu��)Ӱ� ���ߵ�ʹ�É���, �Ķ��_(d��)����(ji��)�s�ɱ�, ��(sh��)�F(xi��n)�������ټӹ���Ŀ�ġ�
�ˡ��ӹ��y(c��)ԇ
�y(c��)ԇ����������S136�����������Ό�(sh��)�(y��n)�Ĝy(c��)ԇ��ʹ�õĵ������£�
ֱ��: 10mm
��(sh��): 6
ǰ��: -13 ��
Ϳ��: TiAlN
ԇ�(y��n)�(xi��ng)Ŀ��
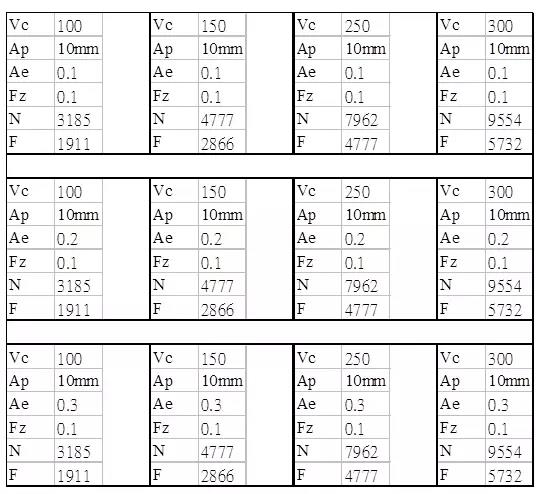
�Y(ji��)Փ��
��(d��ng)Vc��150������250�r(sh��)�������@���ƣ�
��ͬVcֵ�в�ͬ�Fм�ɫ���C���ӹ��ضȲ�ͬ��
Fz�ĸ�׃������(hu��)Ӱ������ضȡ�
- ��һƪ����Fȥ�a(ch��n)���ټӄ� ȥ��6500�f(w��n)����ȥ5000�f(w��n)�� 2017/3/24
- ��һƪ��6��2�ՏU���P��������g��(d��o)�x 2012/5/23