304���P䓺�310S���P��c�~���~�Ͻ�ĺ���
2016-7-15 22:33:18 �c����
�P�I�~��304���P䓡�310S���P䓡��~�Ͻ�ĺ���
һ�����P��c�~���~�Ͻ�ĺ�����
304���P��c�~���~�Ͻӕr����Ҫ�Ć��}�ǣ��ں��p���ۺυ^�a���Ѽy���@�N�Ѽy�к��p���Ѽy�͟�Ӱ푅^�B�Ѽy�ɷN�ΑB��
1. ���Ѽy
���P��c�~���~�Ͻӕr�����p�������a�����Ѽy���a�����p���Ѽy��ԭ�����ڣ����P��c�~���~�Ͻ��ۺϵĺϽ��wϵ�ɷ֏��s��߀�������ס����ȶ�N�s�|��������۳ؽY���^���׳��F�����c�����w������Ni+NiS֮������c�ضȞ�625��)�������˸ߜؕr�ľ��g�Y�����������P䓺��~���~�Ͻ�ľ���Ûϵ������������׃�κ͑������@���Ѽy�A������һ��ԭ���⣬̼䓡����P��c�~���~�Ͻ�ğጧ������^������ں����^���еĜضȈ������Q�������׃��������Ҳ�����Q��Ҳ���܌��a�����ӽ��^�Ѽy��Ӱ푡����Բ��P䓻��~���~�Ͻ��������ֱ���M���ۻ��������p�������F���|���֔����^�ͣ���0.2%��1.1��)�r�����p���ٵĿ����Ѽy�����^����p�������F���|���֔����ӵ�10����43���r�����p���پ������õĿ����Ѽy���ܣ������Mһ����ߺ��p�������F���|���֔����俹���ԅsѸ���½���
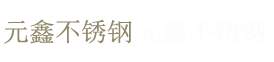
�������x�ú��Ӳ��ϼ��ۺϱȵIJ�ͬ�����P��c�~���~�Ͻӕr�����p�����Е����FFe��Cu��Ni�IJ�ͬ���������m����������r�£�Ҳ����ߺ��p���ٵğ��Ѽy�����ԣ���D1��ʾ��Cu-Ni�������F��懻��߃��ߵĹ�ͬϡ��ʱ�횿�����5%���¡��@�N����ͨ��Ҳ������������Cu�����١�
�D1 ���p������Fe��Cu��Ni��
��ͬ���������Ѽy�����Ե�Ӱ��ڴ����Y�����Еr������Cu-Ni�Ͻ��c̼䓻��P䓵ĺ��ӡ��@�rҲ���Բ���Ni��Ni-Cu��������̼䓻��P䓵ı����϶Ѻ����x�������ƺ��p�����ܵ��F��ϡጡ�Ȼ���Բ���Cu-Ni��Ni-Cu�����ف�����ԓ���^�������ٵ��x��ȡ�Q��ʹ��Ҫ���A��ضȲ������^66�档
߀���Բ���Ni��������Cu-Ni�Ͻ��϶Ѻ����x�ӣ�Ȼ����Cu-Ni��Ni-Cu�����ف�����ԓ���^��
2. ��Ӱ푅^�B�Ѽy
���P��c�~���~�Ͻӕr�����cҺ�B�~���~�Ͻ�����|����У��a���B�Ѽy���B�Ѽy��ָ�����c�Ͻ�Һ�w��̑B�Ͻ�Ŀp϶�������g�B��ʹ֮��ʧ��׃���������µ��Ѽy���ڸߜؕr�γɵ��Ѽy�����ԆΗl���F��Ҳ�����ؾ���ʾW��ֲ������L���ڎ�����ʮ��֮�g�����P��c�~���~�Ͻӕr�����P䓟�Ӱ푅^֮���Ԯa���B�Ѽy������Һ�B�~���~�Ͻ���䓵ĝB���úͺ��ӑ�����ͬ���õĽY����̎��Һ�w��B���~���~�Ͻ��������䓵��ѿڣ���)�����ǻ��Եģ��~�t���������^�ѿڵı��棬��ͨ�^ë����Ч�����������^�ѿ��НB���������B�^���У�Ҳ���S������~���~�Ͻ�Һ�w���ܽ�ȵ����Ӻ��~��䓾���ĝB�����ѿ��Юa��һ�����ӑ�������һ���溸�p����s˲�g�_ʼ���ں��ӽ��^�оͳ��F���쑪���������@�N�����S��������s�����ӡ��ѿ����@�ɷN���������£����lչ�ɞ��Ӱ푅^�B�Ѽy��
���P䓵ĽM����B���B�Ѽy�кܴ��Ӱ푡�Һ�B�~���~�Ͻ�����W���w�����������F���w�������F���w�Ĵ��ڌ�ʹ�~���~�Ͻ�ĝB�����͡���ˣ����P��c�~���~�Ͻӕr�����ЊW���w���F���w�M����18-8�Ͳ��P��c��һ�W���w�M����06Cr25Ni20�����^��18-8�Ͳ��P䓾����^�ߵĿ���Ӱ푅^�B�Ѽy��������
�~���z�к��a����B����������懄t�Мp���~��䓝B�������á�
3. ���ӽ��^���W���ܵĽ���
���P��c�~����ϽӲ����~�����Ӳ��ϕr��һ�㲻ʹ�ĸ���ۻ��������~�Ĝض������Dz��P������ضȣ��@�����²��P䓽��p�^̼�����ھ�������������Fؚ�t�F��Ͳ��P䓵��;��g���g�ԡ����~�����p���ټ��~ĸ�ĕ��l�������L�����ͺ��ӽ��^�ď��Ⱥ����ԡ�
�������P��c�~���~�Ͻ�ĺ��Ӳ���
�Ľ��ٌW�͌��`����֪��懻�懻��Ͻ��Dz��P��c�~���~�Ͻӵ�****�ĺ��Ӳ��Ϻ��^�ɲ��ϡ�һ���棬Cu�cNi�o���ܣ���һ���棬Ni�cFeҲ�����õĺ����ԡ�
1. ���Ӳ����g���m����
��c�~����Ͻ�ĺ��ӣ�������Ҫ�������^�ɌӲ��ϣ��Еr���ܲ�ֻһ���^�Ɍӣ��������ǃɌ����ϵ��^�Ɍӡ��@�Ͳ��HҪ���һ���^�ɌӲ���Ҫ�cĸ���к��m����ϣ�߀Ҫ��ͬ�Ӵε��^�ɌӲ���֮�g���c��һ��ĸ��ҲҪƥ��î������ܳ��F���ص�ȱ�ݡ�̼䓺Ͳ��P��c�~���~�Ͻ��M���ۻ����r�����@�N��r�����H�~�����Ҫ�^�Ɍӣ������Еr߀��Ҫ�Ɍ����ϵ��^�Ɍӡ��@����Ҫ�^�ɌӲ���֮�g�ĺ�����ϡ�
2. ���P��c�~���~�Ͻ��ۻ����r�ĺ��Ӳ��ϵ��x��
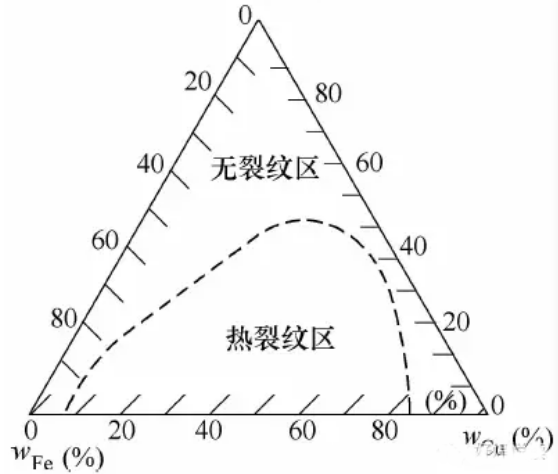
��1�o����̼䓻��P��c�~���~�Ͻ��ۺ��r���Ӳ��ϵ��x��
��1 ̼䓻��P��c�~���~�Ͻ��ۺ��r���Ӳ��ϵ��x��
�x�Ӳ��ϕr�����]�����c��
(1)��ֹ�ۺϲ��� �����~�Ͻ�����cCu��Cu�Ͻ�ĺ��Ӳ��ϕr������Cu�cFe�����c��ͬ���������y�Թ��ܣ������������ۺϲ���;������Cu�Č����Ըߣ�Cu��Cu�Ͻ�����Ҳ������ۺϲ�������ˣ����Ì�Cu��Fe�����������õ����ˠ��Ͻ�(Ni-Cu�Ͻ�)�����~(Cu-Ni�Ͻ�)��Cu-Si-Mn�Ͻ���X���~(Cu-Al�Ͻ�)�����Ӳ��Ͽ��Ա�������ۺϲ�����
(2)��ֹ�a���Ѽy�����g���½� �����~�Ͻ�����cCu��Cu�Ͻ�ĺ��Ӳ��ϕr������Cu�cFe�������ܽ⣬�����Feϵ���Ӳ��Ϻ���Cu����Ͻ����a���Ѽy�����Ԏ�����Feϵ���Ӳ��Ϻ���Cu����Ͻ𡣶�Cu�cNi��Fe�cNi���o���ܣ���˺���Cu����Ͻ�һ�㶼��Ni����Ͻ���Ҫ�����ˠ��Ͻ��Ni��
��cCu�Ͻӕr�����Բ��Ì��F���ܶ��^�ߵİ��~(Cu-Ni�Ͻ�)��Cu-Si-Mn�Ͻ���X���~(Cu-Al�Ͻ�)�����Ӳ��ϡ����⣬��c��Cu���ӕr��Ҳ���Բ����@Щ�����Ӳ��ϡ�
��Cu�Ͻ������Ӳ��ϕr�������p���ٱ���^��ϡጣ��͕����ͺ��ӽ��^�Ŀ����Լ����g�ԡ����^���~�й��ܶȵ��F�͕����~���p�����������@���������g�ԡ����˷�ֹ�@�N�F��İl������䓂��ȶѺ�һ��Ni�Ͻ��Ǻܱ�Ҫ�ġ����ڶѺ��͏ͺϰ�ĺ��ӣ�Ҳ�������@һ������
(3)�~���p������䓵ĺ��ӟ�Ӱ푅^����Uɢ�B�� �����~�Ͻ����麸�Ӳ�������϶Ѻ������M���~-䓵ĺ��ӕr�����l�����p������䓵ĺ��ӟ�Ӱ푅^����Uɢ�B��ĬF������NJW���w���P�ĸ�ģ��@�N�F����Ӈ��أ��B����ȿ��_�����ף���ʹ���F���wĸ��Ҳ���B�딵���ס��a���@�N�B��F��ĵط�������һ�N�����������Ҍҕ�����a���Ѽy��
���˷�ֹ�~���p������䓵ĺ��ӟ�Ӱ푅^����Uɢ�B��ĬF�������ˠ��Ͻ��Ni�������g������֮��Ч�Ĵ�ʩ����Ҳ�в��������ˠ��Ͻ��Ni�������g�ӵ���r�����磬��Al���~���麸�Ӳ��ϕr���Ͳ��������ˠ��Ͻ��Ni�������g�ӣ�����@�r���p���ٺ����a�����Ѽy����Al���~���麸�Ӳ��ρ�����Ni�Ͻ�Ҳ���a�����Ѽy��
3. ���Ӳ��ϵ��x��ԓ�f���Ďׂ����}
1)�����X���~���Ӳ��Ͽ��Ժ����X���~�c̼䓻��P䓵Ľ��^���A�ἰ���g�ض�ȡ�Q��䓵ķN�߀ȡ�Q��䓵Ĵ��ԡ�̼䓼��ͺϽ�䓵��A��ضȞ�150��260��;���P䓵��A��ضȲ�������66�档
2)�����S�~���Ӳ��ϻ��S�~�r�����ں��Ӽӟ�Zn���������l�������Ԑ��������l������žž��������ӽ��^�����ܓp����ˣ��ڲ���TIG���ӕr���S�~��Zn���|���֔�������20%���Ԝp�ٟ��m�͚�ס����Բ��ú����X���~�c̼䓻��P䓵Ĺ�ˇ��
3)���ð��~(Cu��Ni�Ͻ�)���Ӳ��ϕr��������p���ٱ�Feϡ��^���Ѽy�����Ծ����ߡ�
4)Cu�cFe�Ĺ��ܶȺܵͣ�̫��������ʹFe�ĺ��p���������������a���Ѽy��Ni��Cu�o���ܣ����a���Ѽy���������c�~���~�Ͻ���ۻ����r��������Ni�����ˠ������^�Ɍӵĺ��Ӳ��ϡ����nj��ں�Al��Al���~���f������Ni�����ߵĺ��Ӳ���(��YCuNi-3��YNiCu-7��YNi��)���t���a���Ѽy��
�������P��c�~���~�Ͻ�ĺ����Б���ȡ�Ĵ�ʩ
1. ��ֹ�ۺϲ����Ĵ�ʩ
1)�Ӵ��¿ڽǶȡ�
2)���F��ĸ�Ļ��~��ĸ�Ļ�ɷNĸ�ĵ��¿�߅���Ѻ����ƺ����ԵIJ��ϡ�
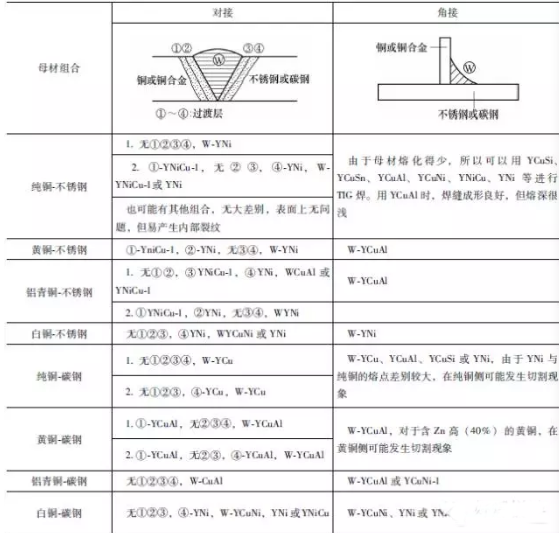
3)�x���m�����A�ἰ���g�ضȣ�Ҋ��2��
��2 �~�Ͻl늻����ӕr�������A��͌��g�ضȣ���λ���棩

ע��1. ���w���o���r�x����͜ضȡ�
2. �A��ضȑ��������H��r��׃��
3. �A��͌��g�ضȑ�����ĸ�ĵĺ����Լ����x�õĺ��Ӳ��϶�׃��
4)���M���ܲ���ƽ�������ƽ����ϡ��ʱ�����С��Ҋ��3��
�~�Ͻ�����c�^�ͣ��c�Fϵ���ϽM���M�Ю��N���ٺ��ӣ������~�ϽӲ��ϕr�����˸����䝙���ԣ����ԼӴ��۷���ٵ��دB���~�Ͻ�ĸߌ�����Ҳ�����γ��ۺϲ�����
��Ȼ��������ˇ��ʩ߀��횲����m���ĺ��Ӆ���(���������늻�늉��������ٶ�)��
ͨ�����Ú��w���o�������^�����TIG�����Ú�������o���w��������X���~���ϣ����M��TIG���r�������ý����Դ���@�N��r��Al2O3������ۺϲ����͊A�s��ԭ���ý����Դ��������ꎘO�������ÿ��Ը��ơ�
2. ��ֹ�F���^��ϡ�
ǰ���ѽ��v�^���F���~���p���ٵ��^��ϡጣ������γɟ��Ѽy���������g�ԣ��@�N�F����Ҫ���F���^��ϡ�ʹ�F���~ϵ���p��������������ġ���˷��@һ���c���ɲ�ȡ���´�ʩ��
1������С��ݔ�룬�Լ����F�Ⱥ������g�ӡ�
2������ƽ����Ҋ��3��
��3 �~�Ͻ��ͺ�䓰匦�Ӻ�λ���c�F��ϡ���֮�g���Pϵ
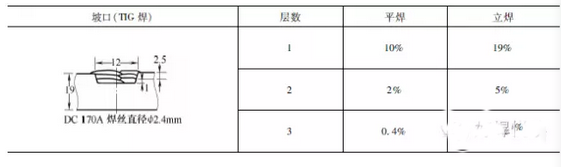
���˽����F��ϡ��ʣ���Ȼ�б�Ҫ����С��ݔ�롣�e�nj��ͺ�䓰���f�����˴_�����ӵ����g�ԣ������ö��Ӻ���
3. ��ֹ�~ϵ���p�������Fϵĸ�ĺ��ӟ�Ӱ푅^����B��
��ǰ�������~ϵ���p���ٺ��������Fϵĸ�ĺ��ӟ�Ӱ푅^����B�룬�e��ĸ���NJW���w���P䓕r���@�N�F����Ӈ��ء�һ����v�����ӟ�Ӱ푅^����Խ�ִ��@�N�F��Խ���ء����˷�ֹ�~ϵ���p�������Fϵĸ�ĺ��ӟ�Ӱ푅^����B�룬���Fϵĸ�ı���̎��Ni���Ͻ�(��Ni�����ˠ��Ͻ�)�Ѻ�һ���^�Ɍ��Ǻ���Ч�ġ�
4. �����̎��
�~�Ͻӽ��^һ���Dz���Ҫ�M�к����̎���ģ��������c�Fϵ����(�����̼䓻�ͺϽ��͟�䓵�)���ӕr����M�к����̎�����@�r�����̎���ėl�������Fϵ���ϵ���Ҫ�����������]�����c��
1)�~���Ͻ��Ni���Ͻ�һ�㶼����һ���ߜش��ԅ^����������ԓ���ԅ^�ӟᡢ���ء����ˠ��Ͻ𡢰��~��Cu-Si-Mn�Ͻ����600�����Ͼͳ��F��A�������@���ضȅ^�ӟᣬ�͕��l���������ߡ����Խ��͵ĬF��
2)�X���~���e�Ǻ�Al�^��[w��Al��>9.5%]�r�����ʬF��+���p��M�����L�r�g�ğ�̎���׃���+��2�࣬�@����2��Ӳ���࣬���g���e�������X���~���ӕr�����M�������L�r�g�ğ�̎����
悽���Ԫ�β��P�����˾���a�N�ۣ����N���|���P䓰������P䓹ܣ����P䓰壬���P䓽z�����P䓱�䓣����P䓲�䓣�ģ��䓵ȣ��˜�Ҏ���Rȫ������5000�����нӲ��P䓾��ӹ��I�գ��gӭ���Ͽ͑��늡�
ϵ�Ԓ��0511-85038877 ���棺0511-85083338
�֙C��13952847112 ϵ�ˣ��콛��
- ��һƪ��304���P䓰���430���P䓰��Ľ����Ԍ��� 2016/7/20
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23